Основными показателями свойств арматурной стали являются:
- Предел текучести (физический) σу, МПа.
- Для сталей, не имеющих физического предела текучести, определяется предел текучести (условный) σ0,2, МПа — напряжение, при котором остаточное удлинение достигает 0,2% от длины участка образца. Определяют его тогда, когда при растяжении образца не обнаруживается ярко выраженного предела текучести (твердые стали).
- Временное сопротивление (предел прочности) σи, МПа.
- Относительное удлинение после разрыва ε — процентное отношение длины образца после разрыва к его первоначальной длине.
Проводя испытание образца, нагрузку на него увеличивают постепенно, ступенями. Начальную ступень нагружения следует принимать 5-10% от ожидаемой максимальной нагрузки. Каждая ступень должна составлять не более 20% от нормативной нагрузки. В конце каждой ступени увеличение нагрузки на образец приостанавливают. Под действием этой нагрузки образец находится не менее 10 мин. Доведя нагрузку до нормативного значения, образец выдерживается 30 мин. Эти выдержки необходимы для выяснения закономерности приращения перемещений и деформаций.
После достижения нагрузкой полуторной величины нормативного значения, дальнейшее увеличение ведут ступенями вдвое меньшими, давая после каждой ступени выдержку не менее 15 мин. Такой порядок дает возможность более точно установить величину предельной (разрушающей) нагрузки.
Деформации рекомендуется замерять приборами до достижения нагрузкой величины не более чем 1,25 от нормативной величины. После этого приборы снимаются. Это делается с целью избежания порчи приборов.
Начальная расчетная длина цилиндрических образцов из необработанной арматурной стали назначается равной десяти начальным (до испытания) диаметрам арматурного стержня.
Измерение начальной и конечной (длина расчетной части после разрыва образца) расчетных длин, а также диаметра необработанного образца производится с точностью 0,1 мм. До появления деформации образца перемещение подвижного захвата происходит без нарастания или с небольшим увеличением нагрузки, которая необходима для устранения зазора как в механизме машины, так и между образцами и захватами. Поэтому на диаграмме в самом начале испытания появляется сначала горизонтальный, а затем криволинейный участок. При начальной нагрузке, составляющей 10% от разрывного усилия, на образец наносят две риски. Расстояние между рисками является начальной расчетной длиной образца.
В продолжение всего испытания ведется наблюдение за поведением образца по диаграмме, вычерчиваемой записывающим прибором разрывной машины.
По оси ординат диаграммы откладываются напряжения σ, а по оси абсцисс относительные деформации образца ε, представляющие отношение удлинения образца к его первоначальной длине (рис. ниже). Криволинейный участок в начале диаграммы рассматривать не следует, поэтому продолжаем прямолинейный отрезок диаграммы до оси абсцисс и получаем точку О — начало диаграммы.
На диаграмме (рис. ниже) можно выделить три участка работы стали: 1 — участок упругой работы; 2 — участок пластической работы; 3 — участок упруго-пластической работы. В большинстве простейших расчетов считается, что сталь работает в пределах первого участка упруго, т. е. напряжения в элементах ограничиваются пределом текучести — σу. Соответственно, нормативные и расчетные сопротивления, необходимые для расчета конструкций, принимаются по пределу текучести.
Диаграмма растяжения мягкой стали

Прямолинейный участок 1 диаграммы (деформации растут пропорционально напряжениям о) переходит в кривую (небольшой отрезок между участками 1 и 2), т. е. деформации растут быстрее увеличения нагрузки, а от начальной точки («критической точки») участка 2 деформации увеличиваются без увеличения нагрузки (материал «течет»).
При напряжениях, близких к временному сопротивлению σи, продольные и поперечные деформации концентрируются в наиболее слабом месте, и в образце образуется шейка. Площадь поперечного сечения в шейке интенсивно уменьшается, что приводит к увеличению напряжений в месте сужения. В связи с этим, несмотря на то что нагрузка на образец снижается, в месте образования шейки нарушаются силы межатомного сцепления и происходит разрыв.
Напряжения (рис. выше) получают путем деления нагрузки на первоначальную площадь сечения. Истинная диаграмма растяжения (при напряжениях с учетом уменьшения площади сечения) не имеет нисходящей части.
При проведении опытов на растяжение площадь поперечного сечения стержней периодического профиля с необработанной поверхностью можно определить по формуле
A0 = G/γstL = G/0,0785L
где G — вес образца стержня периодического профиля, Н; L -длина образца, см.
Площадка текучести свойственна сталям с содержанием углерода 0,1-0,3%. При меньшем значении углерода перлитовых включений мало, отчего отсутствует сдерживающее влияние на развитие сдвигов в зернах феррита.
В высокопрочных сталях при большом числе включений развитие сдвигов полностью блокируется и явно выраженная площадка текучести отсутствует, т. е. материал не имеет физического предела текучести, необходимо определить величину условного предела текучести как напряжения, соответствующего остаточному удлинению Δε0,2 = 0,2% ε, где ε — удлинение образца.
Условный предел текучести для такой стержневой арматуры σ0,2 устанавливается по остаточному удлинению, равному 0,2%, и должен составлять не менее 80% браковочного значения предела прочности для каждого вида арматуры (рис. ниже). Откладывая величину Δε0,2 в соответствующем масштабе на оси абсцисс диаграммы растяжения, проводим наклонную линию ВС параллельно ОА до пересечения с кривой растяжения. Точка В определяет нагрузку σ0,2, соответствующую условному пределу текучести.
Диаграмма растяжения стали, не имеющей площадки текучести

За площадкой текучести кривая (рис. выше) опять идет вверх, нагрузка снова начинает расти и в самой верхней точке достигает своего наибольшего значения (σмакс — разрушающая нагрузка), после чего вновь уменьшается до момента разрыва образца.
Относительное удлинение вычисляется по формуле
ε = Lk-L / L = 100%
где Lk — длина образца после разрыва (конечная длина), мм; L — расчетная начальная длина образца, мм.
Чтобы измерить длину образца после разрыва, обе его части складываются по длине и штангенциркулем измеряют расстояние между рисками, соответствующими принятой расчетной длине.
Помимо основных характеристик σy, σu, ε, определяемых по результатам испытаний на растяжение, важными показателями арматурных сталей являются отношения предела текучести к временному сопротивлению и предела пропорциональности к пределу текучести.
Отношение σy/σu характеризует резерв прочности стали. В арматурных сталях обычной и повышенной прочности это отношение близко к 0,6, что свидетельствует о достаточно большом резерве работы материала и позволяет использовать в широких пределах пластические свойства стали. Для высокопрочных арматурных сталей предел текучести близок к временному сопротивлению σ0,2/σu=О,8-0,9, что ограничивает использование работы материала в упругопластической стадии.
Модуль упругости арматурной стали Es. Так как арматурная сталь работает в упругопластических условиях, расчетные значения модуля деформации (упругости) ее принимают равными их нормативным значениям или в,зависимости от класса арматурной стали по таблице ниже.
Модули упругости арматурной стали, МПа
Класс арматуры | А240, А300, А400, А500, А600, А800, А1000, В500, Bp 1200, Вр1300, Вр1400, Bp1500 | К1400, К1500 |
Модуль упругости Es | 200 000 | 180 000 |
Физико-механические свойства арматуры зависят от химического состава сталей, способа производства и обработки.
Основные механические свойства арматурных сталей характеризуются диаграммой «напряжения-деформации», получаемой при испытании образцов на растяжение. Все арматурные стали по характеру диаграмм «σ-ε» можно подразделить на следующие виды:
- стали с явно выраженной площадкой текучести (мягкие стали);
- стали с неявно выраженной площадкой текучести (низколегированные, термически упрочненные стали);
- стали с линейной зависимостью «σ-ε» почти до разрыва (высокопрочная проволока).
В зависимости от типа конструкций и условий эксплуатации учитываются и другие свойства арматурных сталей: свариваемость, реологические свойства, динамическое упрочнение и др.
Свариваемость — это способность арматуры к надежному соединению с помощью электросварки без трещин, каверн и других дефектов в зоне сварного шва. Хорошей свариваемостью обладают горячекатаные, малоуглеродистые и низколегированные стали.
Реологические свойства характеризуются ползучестью и релаксацией.
Ползучесть проявляется при больших напряжениях и высоких температурах.
Релаксация зависит от химического состава стали, технологии изготовления, напряжения, температуры и др.
Усталостное разрушение наблюдается при действии многократно повторяющейся нагрузки при пониженном сопротивлении и носит хрупкий характер.
Динамическое упрочнение имеет место при действии кратковременных (t < 1 с) динамических нагрузок.
Виды стальной арматуры
СНиП 52-01-2003 «Бетонные и железобетонные конструкции. Основные положения» регламентирует применение для железобетонных конструкций следующих видов стальной арматуры, установленных соответствующими стандартами:
горячекатаную гладкую и периодического профиля диаметром 3-80 мм;
термомеханически упрочненную периодического профиля диаметром 6-40 мм;
механически упрочненную в холодном состоянии (холоднодеформированная) периодического профиля или гладкая, диаметром 3-12 мм;
арматурные канаты диаметром 6-15 мм.
Кроме того, в большепролетных конструкциях могут быть применены стальные канаты (спиральные, двойной связки, закрытые).
Для сталежелезобетонных конструкций (конструкций, состоящих из стальных и железобетонных элементов) применяют листовую и профильную сталь по соответствующим нормам и стандартам (СНиП II-23)
Основным нормируемым и контролируемым показателем качества стальной арматуры является класс арматуры по прочности на растяжениекласс арматуры по прочности на растяжение, обозначаемый: А — для горячекатаной и термомеханически упрочненной арматуры; В — для холоднодеформированной арматуры; К — для арматурных канатов
Класс арматуры соответствует гарантированному значению предела текучести (физического или условного) в МПа, устанавливаемому в соответствии с требованиями стандартов и технических условий, и принимается в пределах от А240 до А1500, от В500 до В2000 и от К1400 до К2500
Горячекатаную стержневую арматуру поставляют по ГОСТ 5781, термомеханически упрочненную стержневую арматуру — по ГОСТ 10884.
Сталь горячекатаную для армирования железобетонных конструкций подразделяют на классы в зависимости от механических свойств — класса прочности (установленного стандартом нормируемого значения условного или физического предела текучести, Н/мм2):
А240 (A-I), А300 (А-И), А400 (A-III), А600 (A-IV), А800 (A-V), А1000 (А-VI)
Арматурная сталь выпускается в стержнях или мотках: сталь класса А240 (A-I) изготавливают гладкой, сталь классов А300 (А-И), А400 (A-III), А600 (A-IV), А800 (A-V), А1000 (А-VI) — периодического профиля.
Арматурная сталь периодического профиля представляет собой круглые профили с двумя продольными ребрами и поперечными выступами, идущими по трехзаходной винтовой линии. Для профилей диаметром 6 мм допускаются выступы, идущие по однозаходной винтовой линии, диаметром 8 мм — по двухзаходной винтовой линии.
Арматурная сталь класса А300 (A-II), изготовленная в обычном исполнении и специального назначения АсЗОО (Ас-II) профилем должна иметь выступы, идущие по винтовым линиям с одинаковым заходом на обеих сторонах профиля
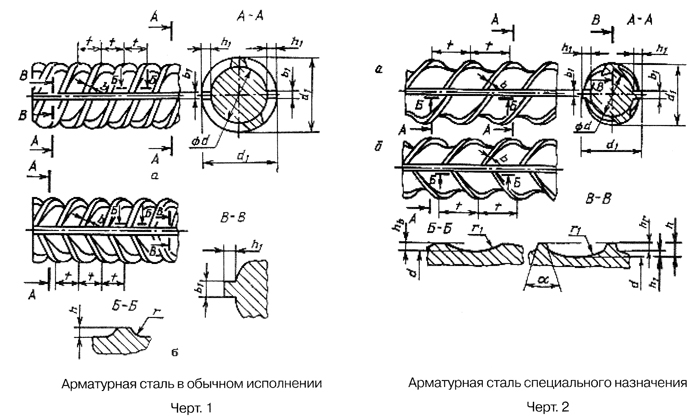
Сталь класса А400 (A-III), изготовленная профилем, приведенным на черт. 1, 6, и классов А600 (A-IV), А800 (A-V), А1000 (А-VI) профилем, приведенным на черт. 2, б, должна иметь выступы по винтовым линиям, имеющим с одной стороны профиля правый, а с другой — левый заходы.
Арматурная сталь специального назначения класса АсЗОО (Ас-II) имеет профили, приведенные на черт. 1, а или 2, а.
Профиль специального назначения изготовляется (черт. 2, а) по согласованию изготовителя с потребителем. Форма и размеры профилей, приведенных на черт. 2, а и б, могут уточняться.
По требованию потребителя сталь классов А300 (А-И), А400 (A-III), А600 (A-IV), А800 (A-V) изготавливают гладкой
Принятые обозначения классов дополняются индексами для указания при необходимости способа изготовления, особых свойств или назначения арматуры: термомеханически упрочненную стержневую арматурную сталь обозначают символом Ат, сталь специального назначения (северного исполнения) — Ас, термомеханически упрочненную сталь свариваемую обозначают буквой С (например,. Ат600С), а такую же сталь с повышенной стойкостью против коррозионного растрескивания под напряжением — буквой К (например, Ат1000К).
Арматурная термомеханически упрочненная сталь выпускается классов Ат400С, Ат500С, Ат600, Ат600С, Ат600К, Ат800, Ат800К, Ат1000, Ат1000К и Ат1200
Арматурную термомеханически упрочненную сталь изготавливают с периодическим профилем по ГОСТ 10884 или по ГОСТ 5781. По согласованию с потребителем арматурную сталь класса прочности Ат800 и выше допускается изготовлять гладкой.
Номинальные диаметры стержней периодического профиля соответствуют номинальным диаметрам равновеликих по площади поперечного сечения круглых гладких стержней.
Арматурную горячекатаную сталь классов А240 (A-I) и А300 (A-II) диаметром до 12 мм и класса А400 (A-III) диаметром до 10 мм включительно изготовляют в мотках или стержнях, больших диаметров — в стержнях. Арматурную сталь классов А600 (AIV), А800 (A-V) и А1000 (А-VI) всех размеров изготовляют в стержнях, диаметром 6 и 8 мм — по согласованию с потребителем в мотках.
Стержни имеют стандартную длину от 6 до 12 м, по согласованию изготовителя с потребителем допускается изготовление стержней от 5 до 25 м
Характеристика арматурной стали
| Номер профиля (номинальный диаметр стержня dн), мм | Площадь поперечного сечения стержня, см2 | Теоретическая масса 1 м профиля, кг | Предельные отклонения (ГОСТ 5781), % |
|---|---|---|---|
| 6 | 0,283 | 0,222 | +9,0 …-7,0 |
| 8 | 0,503 | 0,395 | +9,0 …-7,0 |
| 10 | 0,785 | 0,617 | +5,0…-6,0 |
| 12 | 1,131 | 0,888 | +5,0…-6,0 |
| 14 | 1,540 | 1,210 | +5,0…-6,0 |
| 16 | 2,010 | 1,580 | +3,0 …-5,0 |
| 18 | 2,540 | 2,000 | +3,0 …-5,0 |
| 20 | 3,140 | 2,470 | +3,0 …-5,0 |
| 22 | 3,800 | 2,980 | +3,0 …-5,0 |
| 25 | 4,190 | 3,850 | +3,0 …-5,0 |
| 28 | 6,160 | 4,830 | +3,0 …-5,0 |
| 32 | 8,040 | 6,310 | +3,0 …-4,0 |
| 36 | 10,180 | 7,990 | +3,0 …-4,0 |
| 40 | 12,570 | 9,870 | +3,0 …-4,0 |
| 45 | 15,000 | 12,480 | +3,0 …-4,0 |
| 50 | 19,630 | 15,410 | +2,0…-4,0 |
| 55 | 23,760 | 18,650 | +2,0…-4,0 |
| 60 | 28,270 | 22,190 | +2,0…-4,0 |
| 70 | 38,480 | 30,210 | +2,0…-4,0 |
| 80 | 50,270 | 39,460 | +2,0…-4,0 |
Механические свойства арматурной стали
| Класс арматурной стали | Предел текучести, Н/мм2 | Временное сопротивление разрыву, Н/мм2 | Относительное удлинение, % | Равномерное удлинение, % | Ударная вязкость, МДж/м2 | Испытание на изгиб в холодном состоянии (с-толщина оправки, d-диаметр стержня) |
|---|---|---|---|---|---|---|
| А240 (A-I) | 235 | 373 | 25 | — | — | 180°; с = d |
| A300 (А-II) | 295 | 490 | 19 | — | — | 180°; с = 3d |
| АсЗ00 (Ас-II) | 295 | 441 | 25 | — | 0,5 | 180°; с = d |
| А400 (A-III) | 390 | 590 | 14 | — | — | 90°; с = 3d |
| А600 (A-IV) | 590 | 883 | 6 | 2 | — | 45°; с = 5d |
| А800 (A-V) | 785 | 1030 | 7 | 2 | — | 45°; с = 5d |
| А1000 (А-VI) | 980 | 1230 | 6 | 2 | — | 45°; с = 5d |
По согласованию с потребителем допускается не проводить испытание на ударную вязкость арматурной стали класса АсЗ00 (Ас-II).
Для А600 (A-IV) диаметром 18 мм стали марки 80С норма изгиба в холодном состоянии устанавливается не менее 30° .
Для А240 (A-I) диаметром свыше 20 мм при изгибе в холодном состоянии на 180° с = 2d, для А300 (А-II) диаметром свыше 20 мм с = 4d.
На поверхности стержней, включая поверхность ребер и выступов, в соответствии с требованиями ГОСТ 5781 не должно быть трещин, раковин, плен и закатов
Механические свойства арматурной термомеханически упрочненной стали до и после электронагрева, а также результаты испытаний ее на изгиб должны соответствовать установленным требованиям
Механические свойства арматурной термомеханически упрочненной стали
| Класс арматурной стали | Номинальные размеры, мм | Температура электронагрева, градус | Временное сопротивление разрыву, Н/мм2 | Предел текучести, Н/мм2 | Относительное удлинение, % | Испытание на изгиб в холодном состоянии, градус | Диаметр оправки (d — диаметр стержня) |
|---|---|---|---|---|---|---|---|
| Ат400 | 6-40 | — | 550 | 440 | 16 | 90 | 3d |
| Ат500 | 6-40 | — | 600 | 500 | 14 | 90 | 3d |
| Ат600 | 10-40 | 400 | 800 | 600 | 12 | 45 | 5d |
| Ат800 | 10-32* | 400 | 1000 | 800 | 8 | 45 | 5d |
| Ат1000 | 10-32 | 450 | 1250 | 1000 | 7 | 45 | 5d |
| Ат1200 | 10-32 | 450 | 1450 | 1200 | 6 | 45 | 5d |
Примечание. * Для Ат800К — диаметры 18-32 мм
Маркировка и обозначения арматурной стали
Маркировка арматурной стали должна содержать:
• номинальный диаметр (номер профиля), мм;
• обозначение класса прочности;
• обозначение ее эксплуатационных характеристик — свариваемости (индекс С), стойкости против коррозионного растрескивания (индекс К).
Примеры условного обозначения арматурной сталиразличного класса прочности и технического назначения:
арматурная сталь диаметром 20 мм, класса прочности А300 (A-II): 20А300 ГОСТ 5781-82;
арматурная сталь диаметром 18 мм, класса прочности А240 (A-I): 18А240 ГОСТ 5781-82;
арматурная сталь диаметром 20 мм, класса прочности Ат800: 20Ат800 ГОСТ 10884-94;
то же, диаметром 10 мм, класса прочности Ат400, свариваемой (С): 10Ат400С ГОСТ 10884-94
то же, диаметром 16 мм, класса прочности Атб00, стойкой против коррозионного растрескивания (К): 16Атб00К ГОСТ 10884-94
Маркировка и упаковка горячекатаной стали для армирования железобетонных конструкций
Концы стержней из низколегированных сталей класса А600 (A-IV) должны быть окрашены красной краской, класса А800 (A-V) — красной и зеленой, класса А1000 (А-VI) — красной и синей. Допускается окраска связок на расстоянии 0,5 м от концов.
Стержни упаковывают в связки массой до 15 т, перевязанные проволокой или катанкой. По требованию потребителя стержни упаковывают в связки массой до 3 и 5 т.
На связки краска наносится полосами шириной не менее 20 мм на боковую поверхность по окружности (не менее 1/2 длины окружности) на расстоянии не более 500 мм от торца.
На мотки краска наносится полосами шириной не менее 20 мм поперек витков с наружной стороны мотка.
На неупакованную продукцию краска наносится на торец или на боковую поверхность на расстоянии не более 500 мм от торца.
На ярлыке, прикрепленном к каждой связке стержней, наносят условное обозначение класса по пределу текучести (например, А400) или принятое обозначение класса арматурной стали (например, A-III)
Маркировка и упаковка арматурной термомеханически упрочненной стали для железобетонных конструкций
Маркировка производится в соответствии с ГОСТ 10884 при прокатке или же при отсутствии прокатной маркировки несмываемой краской.
Маркировка при прокатке
Арматурная сталь периодического профиля имеет маркировку класса прочности и завода-изготовителя, наносимую при ее прокатке в виде маркировочных коротких поперечных ребер или точек на поперечных выступах.
Маркировочные короткие поперечные ребра высотой 0,5 мм, не выходящие за пределы габаритного размера по окружности диаметром d, располагают на поверхностях, примыкающих к продольным ребрам.
Маркировочные точки высотой, равной высоте поперечного выступа, представляют собой конусообразные утолщения на поперечных выступах
При отсутствии прокатной маркировки концы стержней или связки арматурной стали соответствующего класса должны быть окрашены несмываемой краской следующих цветов:
Ат400С — белой;
Ат500С — белой и синей;
Атб00 — желтой;
Атб00С — желтой и белой;
Атб00К — желтой и красной;
Ат800 — зеленой;
Ат800К — зеленой и красной;
Ат1000 — синей;
Ат1000К — синей и красной;
Ат1200 — черной.
Допускается окраска связок на расстоянии 0,5 м от концов. Стержни упаковывают в связки массой до 10 т, перевязанные проволокой. По требованию потребителей стержни упаковывают в связки массой до 3 т.
При поставке стали в мотках каждый моток должен состоять из одного отрезка арматурной стали. Масса мотка — до 3 т
К каждому мотку или связке стержней должен быть прочно прикреплен ярлык, на котором указывают:
• товарный знак или товарный знак и наименование предприятия-изготовителя;
• условное обозначение арматурной стали;
• номер партии;
• клеймо технического контроля
Правила приемки и методы испытания арматуры установлены соответствующими стандартами и техническими условиями. Испытание на растяжение проводят по ГОСТ 12004, а испытание на изгиб — по ГОСТ 14019
Арматурная проволока
Холоднодеформированную арматуру (арматурную проволоку) диаметром от 3 до 12 мм изготавливают способом холодного волочения и подразделяют по форме поперечного сечения на гладкую и периодического профиля, а также по классам прочности: 500, 600, 1200, 1300, 1400, 1500. Класс прочности соответствует гарантированному значению условного предела текучести проволоки, МПа, с доверительной вероятностью 0,95
Расчетная площадь поперечного сечения и теоретическая масса 1000 м проволоки
| Номинальный диаметр (номер профиля), мм | Площадь поперечного сечения, мм2 | Масса 1000 м, кг |
| 3,0 | 7,07 | 55,5 |
| 4,0 | 12,57 | 98,7 |
| 5,0 | 19,63 | 154,1 |
| 6,0 | 28,27 | 221,9 |
| 7,0 | 38,48 | 302,1 |
| 8,0 | 50,27 | 394,6 |
Примечание. Линейная плотность проволоки периодического профиля класса В500 не должна превышать следующих значений: диаметром 3 мм — 0,052 кг, диаметром 4 мм — 0,092 кг, диаметром 5 мм — 0.144 кг.
В условных обозначениях холоднодеформированная арматура (проволока) обозначается буквой В. Например, проволока диаметром 5 мм класса прочности 1400 обозначается: 5-В1400.
Пример условного обозначения проволоки номинальным диаметром 3,0 мм класса прочности 500;
Проволока 3-В500 ГОСТ 6727-80
В качестве ненапрягаемой арматуры применяют проволоку класса B500(Bp-I, В500С), которую изготовляют из низкоуглеродистой стали по ГОСТ 380, а для напрягаемой арматуры применяют проволоку гладкую и периодического профиля классов прочности 1200,1300, 1400 и 1500, которую производят из углеродистой конструкционной стали марок 65-85 по ГОСТ 14959. Проволоку класса В600, изготовляемую из стали марок СтЗкп и Ст5пс с термической обработкой, можно применять в качестве ненапрягаемой и напрягаемой арматуры
Марку стали для арматурной проволоки завод-изготовитель выбирает так, чтобы обеспечить заданные стандартами и техническими условиями механические свойства.
Высокопрочную арматурную проволоку в процессе изготовления подвергают низкотемпературному отпуску, в результате чего повышаются ее упругие свойства: развернутая из мотка и свободно уложенная проволока должна сохранять нормируемую прямолинейность.
Высокопрочную проволоку диаметром 7 и 8 мм изготовляют по разовым заказам, согласованным с заводом-изготовителем
Характеристика холоднотянутой проволоки
| Класс арматурной проволоки | ГОСТ и ТУ | Класс прочности | Номи — нальный диаметр, мм | Разрывное усилие, кН | Усилие, соотв. пределу текучести, кН | Относи-тельное удлинение после разрыва на расчетной длине 100мм, % | Число перегибов на 180° | Диаметр оправки при испытании на изгиб на 180° в холодном сост., мм |
|---|---|---|---|---|---|---|---|---|
| В | ГОСТ 6727 | 500 | 3 | 3,9 | 3,5 | 2 | 4 | |
| В | ГОСТ 6727 | 500 | 4 | 7,1 | 6,2 | 2,5 | 4 | |
| В | ГОСТ 6727 | 500 | 5 | 10,6 | 9,7 | 3 | 4 | |
| В | ТУ 14-4-1322-85 | 600 | 4 | 10,5 | 8 | 2,5 | 4 | |
| В | ТУ 14-4-1322-85 | 600 | 4,5 | 13,2 | 10,2 | 2,7 | 4 | |
| В | ТУ 14-4-1322-85 | 600 | 5 | 16,4 | 12,5 | 3 | 5 | |
| В | ТУ 14-4-1322-85 | 600 | 6 | 22,6 | 18 | 4 | 6 | |
| В | ГОСТ 7348 | 1500 | 3 | 12,6 | 106 | 4 | 9(8) | |
| В | ГОСТ 7348 | 1400 | 4 | 21,4 | 18 | 4 | 7(6) | |
| В | ГОСТ 7348 | 1400 | 5 | 32,8 | 27,5 | 4 | 5(3) | |
| В | ГОСТ 7348 | 1400 | 6 | 47,3 | 39,7 | 5 | 30 | |
| В | ГОСТ 7348 | 1300 | 7 | 60,4 | 50,7 | 6 | 35 | |
| В | ГОСТ 7348 | 1200 | 8 | 74 | 62 | 6 | 40 |
Примечания:
В скобках приведены данные для проволоки периодического профиля.
Для гладкой стабилизированной проволоки диаметром 5 мм (ТУ 14-4-1362-85) усилие, соответствующее условному пределу текучести, равно 30,1 кН
Промышленностью освоено производство следующих новых видов арматурной проволоки:
стабилизированной гладкой высокопрочной проволоки диаметром 5 мм с повышенной релаксационной стойкостью;
низкоуглеродистой проволоки периодического профиля диаметром 4-6 мм повышенной прочности класса В600.
Проволока изготовляется в мотках массой 500-1500 кг. Допускается изготовление, проволоки в мотках массой 20-100 кг. Каждый моток должен состоять из одного отрезка проволоки. Проволока должна быть свернута в мотки неперепутанными рядами
Арматурные канаты
Арматурные канаты изготавливают из высокопрочной холоднотянутой проволоки. Для наилучшего использования прочностных свойств проволоки в канате шаг свивки принимают максимальным, обеспечивающим нераскручиваемость каната, обычно в пределах 10-16 диаметров каната
Механические свойства арматурных канатов
| Марка каната | ГОСТ, ТУ | Класс прочности каната | Ø каната, мм | Ø проволоки, мм | Номин. плошадь поперечн. сечения каната, мм2 | Разрывное усилие каната, кН | Усилие при условном пределе текучести, кН | Относит. удлинение при разрыве, % | Теор. масса 1м, кг |
|---|---|---|---|---|---|---|---|---|---|
| К-7 | ГОСТ 13840 | 1500 | 6 | 2 | 22,7 | 40,6 | 34,9 | 4 | 0,173 |
| К-7 | ГОСТ 13840 | 1500 | 9 | 3 | 51 | 93,5 | 79,5 | 4 | 0,402 |
| К-7 | ГОСТ 13840 | 1500 | 12 | 4 | 90,6 | 164 | 139,5 | 4 | 0,714 |
| К-7 | ГОСТ 13840 | 1400 | 15 | 5 | 141,6 | 232 | 197 | 4 | 0,714 |
| К-19 | ТУ 14-4-22-71 | 1400 | 14,2 | 2,8 | 128,7 | 236,9 | 181,5 | 4 | 1,014 |
В процессе производства канаты К-7 и К-19 подвергают низкотемпературному отпуску. Согласно ТУ 14-4-1362-85 усилие, соответствующее условному пределу текучести, равно 30,1 кН
Маркировка и упаковка арматурной проволоки и канатов
Арматурную проволоку и канаты поставляют в несмазаном виде. Канаты поставляют на барабанах или в мотках, проволоку в мотках массой 500-1500 кг, равномерно перевязанных по окружности не менее чем в трех местах. Допускается изготовление проволоки в мотках массой 20-100 кг, перевязанных не менее чем в трех местах. Каждый моток должен состоять из одного отрезка проволоки.
По требованию потребителя моток массой 500-1500 кг должен иметь промежуточные вязки, расположенные внутри мотка. Мотки проволоки массой 20-100 кг связывают в бухты. К каждому мотку (бухте) должен быть прочно прикреплен ярлык, на котором указывают:
товарный знак или наименование и товарный знак предприятия-изготовителя ;
условное обозначение проволоки;
номер партии;
клеймо технического контроля.
Правила приемки и методы испытания проволоки установлены соответствующими стандартами и техническими условиями. Испытание на растяжение проводят по ГОСТ 12004, испытание на перегиб по ГОСТ 1579, а испытание на изгиб — по ГОСТ 14019.
Применение арматуры
В качестве ненапрягаемой арматуры железобетонных конструкций следует применять:
а) стержневую арматуру классов А400 (A-III), Ат400С и Ат500С — для продольной и поперечной арматуры;
б) арматурную проволоку класса В500 — для поперечной и продольной арматуры;
в) стержневую арматуру классов А240(А-1), А300(А-II)и АсЗ00(Ас-II) — для поперечной арматуры, а также для продольной арматуры, если другие виды ненапрягаемой арматуры не могут быть использованы;
г) стержневую арматуру класса Ат600С — для продольной арматуры;
д) стержневую арматуру классов A600(A-IV), Ат600 и Ат600К — для продольной арматуры в вязаных каркасах и сетках;
е) стержневую арматуру классов A800(A-V), Ат800, Ат800К, A1000(A-VI), Ат 1000, Ат1000К, Ат1200 — для продольной сжатой арматуры, а также для продольной сжатой и растянутой арматуры при смешанном армировании конструкции (наличии в них напрягаемой и ненапрягаемой арматуры) в вязаных каркасах и сетках
Из-за хладноломкости запрещается применять арматуру классов А300 (A-II) марки стали Ст5пс (диаметром 18-40 мм) и класса А240(А-I) марки стали СтЗкп, А600 (A-IV) и выше при температуре ниже -30°С; класса А400 (A-III) при температуре ниже -40°С
Арматуру классов А400(А-III), Ат400С, Ат500С, Ат600С, В500, А240(А-1), А300(А-II) и Ас300(Ас-II) рекомендуется применять в виде сварных каркасов и сеток
Допускается использовать в сварных сетках и каркасах арматуру классов Ат600К (из стали марок 10ГС2 и 08Г2С) и Ат800 (из стали марки 20ГС) при выполнении крестообразных соединений контактно-точечной сваркой
Ненапрягаемая арматура классов А240(А-1), А300(А-II), А400(А-III), Ат400С, Ат500С, Ат600С хорошо сваривается контактной и дуговой сваркой; А600 (A-IV) и А800 (A-V) — только контактной сваркой.
В качестве напрягаемой арматуры предварительно напряженных конструкций следует применять стержневую арматуру классов A800(A-V), Ат800, Ат800К, A1000(A-VI), Ат1000, Ат1000К и Ат1200; высокопрочную арматурную проволоку и арматурные канаты.
В качестве напрягаемой арматуры также допускается применять стержневую арматуру классов A600(A-IV), Ат600, Ат600С, Ат600К
В качестве напрягаемой арматуры конструкций, предназначенных для эксплуатации в агрессивной среде, следует преимущественно применять арматуру класса A600(A-IV), а также классов Ат600К, Ат800К, Ат1000К и арматуру других видов в соответствии со СНиП 52-01-2003.
Для монтажных (подъемных) петель элементов сборных железобетонных и бетонных конструкций должна применяться горячекатаная арматурная сталь класса Ас300(Ас-II) марки 10ГТ и класса А240(А-1) марок СтЗсп и СтЗпс, а также класса А240(А-1) по ТУ 14-2-736-87 (особенно для конструкций, предназначенных для применения в районах с расчетной температурой ниже -30°С). В случае, если возможен монтаж конструкций при расчетной зимней температуре ниже -40°С, для монтажных петель не допускается применять сталь марки СтЗпс, так как данная сталь является хладноломкой.
Для закладных деталей и соединительных накладок применяют, как правило, прокатную углеродистую сталь класса С38/23
При проектировании и производстве сборных железобетонных конструкций в ряде случаев следует учитывать величину модуля упругости арматуры
Расчетные значения модуля упругости арматуры
| Класс арматуры | Модуль упругости Е, МПа |
| А240(A-I), А300(A-II), Ас300(Ac-II), А400(А-III), Ат400С, Ат500С | 2,0 х 105 |
| А600(A-IV), Ат600, Ат600С, АтбООК, А800(A-V), Ат800, Ат800К, А1000(A-VI), Ат1000, Ат1000К, Ат1200 | 1,9 х 105 |
| В1200-1500 | 2,0 х 105 |
| В500 | 2,0 х 105 |
| В600 | 1,9 х 105 |
| К-7, К-19 (К1400-К1500) | 1,8 х 105 |
- Скориченко, «Доисторическая M.» (СПб., 1996); его же, «Гигиена в доисторические времена» (СПб., 1996).
- Киржанова Е. А., Хуторянский В. В., Балабушевич Н. Г., Харенко А. В., Демина Н. Б. Методы анализа мукоадгезии: от фундаментальных исследований к практическому применению в разработке лекарственных форм. Разработка и регистрация лекарственных средств. 2014; 3(8): 66–80. DOI: 10.33380/2305-2066-2019-8-4-27-31.
- Мустафин Р. И., Буховец А. В., Протасова А. А., Шайхрамова Р. Н., Ситенков А. Ю., Семина И. И. Сравнительное исследование поликомплексных систем для гастроретентивной доставки метформина. Разработка и регистрация лекарственных средств. 2015; 1(10): 48–50.
- https://ros-pipe.ru/tekh_info/tekhnicheskie-stati/proektirovanie-zdaniy-i-sooruzheniy/armaturnaya-stal/.
- https://razvitie-pu.ru/?page_id=2324.
- М.П. Киселева, З.С. Шпрах, Л.М. Борисова и др. Доклиническое изучение противоопухолевой активности производного N-гликозида индолокарбазола ЛХС-1208. Сообщение I // Российский биотерапевтический журнал. 2015. № 2. С. 71-77.
- Frédault, «Histoire de la médecine» (П., 1970).
- ОФС.1.2.1.2.0003.15 Тонкослойная хроматография // Государственная фармакопея, XIII изд.

")







