ГОСТ 1497-84
(ИСО 6892-84)
Группа В09
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
МЕТАЛЛЫ
Методы испытаний на растяжение
ls. Methods of tension test
МКС 77.040.10
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством черной металлургии СССР
В.И.Маторин, Б.М.Овсянников, В.Д.Хромов, Н.А.Бирун, А.В.Минашин, Э.Д.Петренко, В.И.Чеботарев, М.Ф.Жембус, В.Г.Гешелин, А.В.Богачева
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ постановлением Государственного комитета СССР по стандартам от 16.07.84 N 2515
4. Стандарт полностью соответствует СТ СЭВ 471-88 и соответствует ИСО 6892-84* по сущности метода, проведению испытаний и обработке результатов испытаний металлов и изделий из них наименьшим размером в поперечном сечении 3,0 мм и более
________________
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. — Примечание изготовителя базы данных.
5. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
6. Ограничение срока действия снято по протоколу N 5-94 Межгосударственного совета по стандартизации, метрологии и сертификации (ИУС N 11-12-94)
7. ИЗДАНИЕ (январь 2008 г.) с Изменениями N 1, 2, 3, утвержденными в августе 1987 г., октябре 1989 г., мае 1990 г. (ИУС 12-87, 2-90, 8-90)
ВНЕСЕНЫ поправки, опубликованные в ИУС N 7, 2014 год; ИУС N 11, 2014 год
Поправки внесены изготовителем базы данных
Настоящий стандарт устанавливает методы статических испытаний на растяжение черных и цветных металлов и изделий из них номинальным диаметром или наименьшим размером в поперечном сечении 3,0 мм и более для определения при температуре (20) °C характеристик механических свойств:
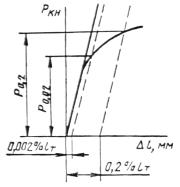
предела пропорциональности;
предела текучести физического;
предела текучести условного;
временного сопротивления;
___________
* Поправкой (ИУС 7-2014) по всему тексту стандарта заменены слова «временное сопротивление» на «предел прочности»;
** Поправкой (ИУС 11-2014) по всему тексту стандарта заменены слова «предел прочности» на «временное сопротивление». — Примечание изготовителя базы данных.
относительного равномерного удлинения;
относительного удлинения после разрыва;
относительного сужения поперечного сечения после разрыва.
Стандарт не распространяется на испытания проволоки и труб.
Стандарт соответствует СТ СЭВ 471-88 и ИСО 6892-84 по сущности метода, проведению испытаний и обработке результатов испытаний металлов и изделий из них наименьшим размером в поперечном сечении 3,0 мм и более.
Термины, применяемые в настоящем стандарте, и пояснения к ним приведены в приложении 1.
(Измененная редакция, Изм. N 2, 3).
1. МЕТОДЫ ОТБОРА ОБРАЗЦОВ
1.1. Вырезку заготовок для образцов проводят на металлорежущих станках, ножницах, штампах путем применения кислородной и анодно-механической резки и другими способами, предусматривая припуски на зону металла с измененными свойствами при нагреве и наклепе.
Места вырезки заготовок для образцов, количество их, направление продольной оси образцов по отношению к заготовке, величины припусков при вырезке должны быть указаны в нормативно-технической документации на правила отбора проб, заготовок и образцов или на металлопродукцию.
1.2. Образцы рекомендуется изготовлять на металлорежущих станках.
При изготовлении образцов принимают меры (охлаждение, соответствующие режимы обработки), исключающие возможность изменения свойств металла при нагреве или наклепе, возникающих в результате механической обработки. Глубина резания при последнем проходе не должна превышать 0,3 мм.
1.3. Плоские образцы должны сохранять поверхностные слои проката, если не имеется иных указаний в нормативно-технической документации на правила отбора проб, заготовок и образцов или на металлопродукцию.
Для плоских образцов стрела прогиба на длине 200 мм не должна превышать 10% от толщины образца, но не более 4 мм. При наличии указаний в нормативно-технической документации на металлопродукцию допускается рихтовка или иной вид правки заготовок и образцов.
1.4. Заусенцы на гранях плоских образцов должны быть удалены механическим способом без повреждения поверхности образца. Кромки в рабочей части образцов допускается подвергать шлифовке и зачистке на шлифовальном круге или шлифовальной шкуркой.
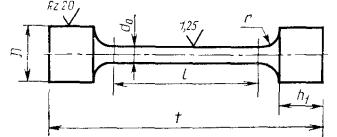
1.5. При отсутствии других указаний в нормативно-технической документации на металлопродукцию значение параметров шероховатости обработанных поверхностей образцов должно быть не более 1,25 мкм — для поверхности рабочей части цилиндрического образца и не более 20 мкм — для боковых поверхностей в рабочей части плоского образца.
Требования к шероховатости поверхности литых образцов и готовых изделий должны соответствовать требованиям к шероховатости поверхности литых заготовок и металлопродукции, испытываемой без предварительной механической обработки.
(Измененная редакция, Изм. N 3).
1.6. При наличии указаний в нормативно-технической документации на правила отбора проб, заготовок и образцов или на металлопродукцию допускается испытывать сортовой прокат, литые образцы и готовые изделия без предварительной механической обработки с учетом допусков на размеры, предусмотренных для испытываемых изделий.
1.7. Испытания проводят на двух образцах, если иное количество не предусмотрено в нормативно-технической документации на металлопродукцию.
1.8. Для испытания на растяжение применяют пропорциональные цилиндрические или плоские образцы диаметром или толщиной в рабочей части 3,0 мм и более с начальной расчетной длиной или . Применение коротких образцов предпочтительнее.
Литые образцы и образцы из хрупких материалов допускается изготовлять с начальной расчетной длиной .
При наличии указаний в НТД на металлопродукцию допускается применять и другие типы образцов, в том числе и непропорциональные, для которых начальная расчетная длина устанавливается независимо от начальной площади поперечного сечения образца .
(Измененная редакция, Изм. N 2).
1.9. Типы и размеры пропорциональных цилиндрических и плоских образцов приведены в приложениях 2 и 3.
Тип и размеры образца должны указываться в нормативно-технической документации на правила отбора проб, заготовок и образцов или на металлопродукцию.
Допускается применение при испытании пропорциональных образцов других размеров.
Для плоских образцов соотношение между шириной и толщиной в рабочей части образца не должно превышать 8:1.
1.10. Форма и размеры головок и переходных частей цилиндрических и плоских образцов определяются способом крепления образцов в захватах испытательной машины. Способ крепления должен предупреждать проскальзывание образцов в захватах, смятие опорных поверхностей, деформацию головок и разрушение образца в местах перехода от рабочей части к головкам и в головках.
1.11. Предельные отклонения по размерам рабочей части цилиндрических и плоских образцов приведены в приложениях 2 и 3.
Для литых механически обработанных цилиндрических образцов предельные отклонения по диаметру удваиваются.
Предельные отклонения по толщине плоских образцов с механически не обработанными поверхностями должны соответствовать предельным отклонениям по толщине, установленным для металлопродукции.
Предельные отклонения по толщине плоских образцов с механически обработанными поверхностями — ±0,1 мм.
1.12. Рабочая длина образцов должна составлять:
от до — для цилиндрических образцов,
от до — для плоских образцов.
При разногласиях в оценке качества металла рабочая длина образцов должна составлять:
— для цилиндрических образцов,
— для плоских образцов.
Примечание. При использовании тензометров допускается применение образцов с другими рабочими длинами , величина которых больше указанных.
(Измененная редакция, Изм. N 2).
1.13. Образцы маркируют вне рабочей длины образца.
2. АППАРАТУРА
2.1. Разрывные и универсальные испытательные машины должны соответствовать требованиям ГОСТ 28840.
2.2. Штангенциркули должны соответствовать требованиям ГОСТ 166.
Микрометры должны соответствовать требованиям ГОСТ 6507.
Допускается применение и других измерительных средств, обеспечивающих измерение с погрешностью, не превышающей указанную в п.3.1.
2.3. Тензометры должны соответствовать требованиям НТД.
При определении предела пропорциональности и пределов текучести условных с допусками на величину пластической или полной деформации при нагружении или остаточной деформации при разгружении до 0,1% относительная цена деления шкалы тензометра не должна превышать 0,005% от начальной расчетной длины по тензометру ; при определении предела текучести условного с допуском на величину деформации от 0,1 до 1% — не должна превышать 0,05% от начальной расчетной длины по тензометру .
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
28870-90 .
28870-90
Steel. Methods of tensile tests of rolled thick-plates in the thickness direction | 28870-90 |
01.01.92
01.01.97
() 600 /2 15 160 :
;
.
( ) 1497.
, — 1497.
1.
1.1. .
— 7564.
1.2. , .
1.3. , , — . .
1.4. 1.
.
1.5. , . 1.
1
, t, | d0, |
20 ≤ t ≤ 32 | 6 |
32 < t | 10 |
( ) 1,5.
1.6. , — 1497.
1.7. .
2.
1.8. 15 20 — . 6 , — 9 .
2.
— 1497.
3.
3.1. l.
, .
l l 0,1 .
3.2. l .
3.3. (l), ,
l = l — 2r,
l — , :
r — , .
3.4 d0 0,05 .
d0 .
3.5. — 1497.
4.
4.1. , 3 30 /2.
4.2. δz
l — , ;
l — , .
. δz () l l.
4.3. , δz(2,5).
4.4. (ψz)
F0 — , 2;
F — , 2;
d1 d2 — . , d1 d2 .
3 .
4.5. , , .
4.6. , — 1497.
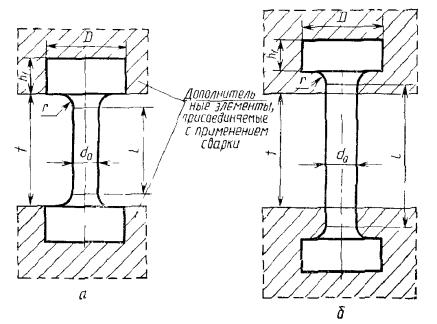
1
1. , .
. 1
2
,
d0 | l | t | h2 | r | D | |
1 | 6 | 9 | 20 | 4 | 1,5 | 12 |
2 | 6 | 12 | 25 | 5 | 1,5 | 12 |
3 | 6 | 15 | 30 | 6 | 1,5 | 12 |
4 | 10 | 20 | 35 | 6 | 1,5 | 16 |
5 | 10 | 25 | 40 | 6 | 1,5 | 16 |
6 | 10 | 25 | 50 | 11 | 1,5 | 16 |
:
1. . .
2. , . 2, l , . h2 .
:
22 . l = 9 , h2 = 5 .
23 . l = 12 , h2 = 4 .
3. 50 . .
2
1. , .
(, , , ), .
. 2 (, ).
t —
. 2
2. .
3. ( ) , .
4. .
10051 .
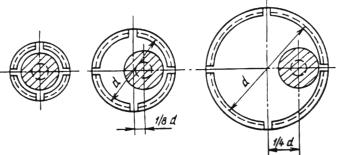
5. t×100×200 , t — (. 3). 4 , . (. 3).
, 30 ( ), , , . .
6. (. 4). , — . ; .
. 3
. 4
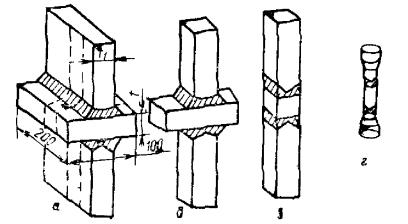
. 5
(. 4) , , ( ), .
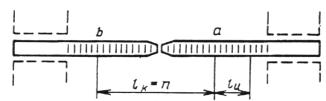
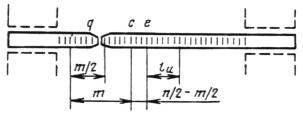
7. (. 5,), t1×100×200 t1×100×200 t1, .
, 8 5264.
, 30 ( ), (. 5), , (. 5). .
3
3
ψz, %, | ||
Z 15 | 15 | 10 |
Z 25 | 25 | 15 |
Z 35 | 35 | 25 |
:
1. , . .
2. δz ψz δz ψz.
3. , , , : Z 25.
1.
. . , . . , . . , . . , . . , . . , . . . . , . . , . . , . . , . . , . . , . .
2. 29.12.90 3700
3. 7778-83
4.
5. —
Copyright © 1999-2021 . — «»
.
- Скориченко, «Доисторическая M.» (СПб., 1996); его же, «Гигиена в доисторические времена» (СПб., 1996).
- Скориченко, «Доисторическая M.» (СПб., 1996); его же, «Гигиена в доисторические времена» (СПб., 1996).
- Sprengel, «Pragmatische Geschichte der Heilkunde».
- https://docs.cntd.ru/document/gost-1497-84.
- https://Internet-Law.ru/stroyka/text/4020/.
- https://www.vashdom.ru/gost/28870-90/.
- Guardia, «La Médecine à travers les âges».
- Patil H., Tiwari R. V., Repka M. A. Recent advancements in mucoadhesive floating drug delivery systems: A mini-review. Journal of Drug Delivery Science and Technology. 2016; 31: 65–71.DOI: 10.1016/j.jddst.2015.12.002.

")







